Written on: July 1, 2015 by W. Stephen Tait
Hello, everyone. Last month, I began a series on material defects in spray packaging and the relationship between these defects and corrosion. We completed a discussion on the more common defects in aluminum aerosol containers. This month, I will discuss the more common material defects found in laminated foil bags and tinplated steel aerosol containers.
Click on any image for full size.
 Laminated aluminum foil bags
Laminated aluminum foil bags
Figure 1 has an example of a micro bulge in the laminate film on the aluminum foil. This type of material defect is common with the laminated aluminum foils used to fabricate the internal laminated bags for aerosol containers.
Technical difficulties with cross-sectioning this type of defect has prevented us from a more thorough examination. Consequently, we currently have not been able to determine the properties of and most probable causes for film micro bulges.
It has been our experience that micro bulges do not contribute to or cause laminated aluminum foil bag corrosion.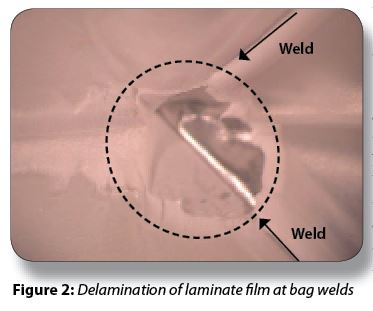
Figure 2 provides an example of film delaminated from the bag weld in a laminated foil bag. In our experience, this type of material defect is rare and can be avoided with optimized welding.
We have not observed instances where this type of material defect contributes to or causes spray package bag corrosion. However, this type of defect could cause bag rupture at the delaminated area.
Figure 3 provides an example of a crack in the aluminum foil under the laminate film. In our experience, this type of material defect is typically associated with a single manufacturing batch of laminated foil bags.  We have not observed instances where this type of material defect contributes to or causes laminate foil bag corrosion.
We have not observed instances where this type of material defect contributes to or causes laminate foil bag corrosion.
It is possible that a bag with this type of defect might leak product. However, the product would have to diffuse through both the inner and outer laminate film layers in order for the bag to leak. We have not observed instances of this type of leaking at this time.
Tinplated steel aerosol containers
Figure 4 provides an example of an area where the tin coating did not cover (wet) the steel substrate. Non-wetting produces holes in the tin coating that expose either the substrate steel, or a very thin iron-tin alloy layer. Numerous holes in tin coatings, such as that in Figure 4, are present in all tinplated steel aerosol containers.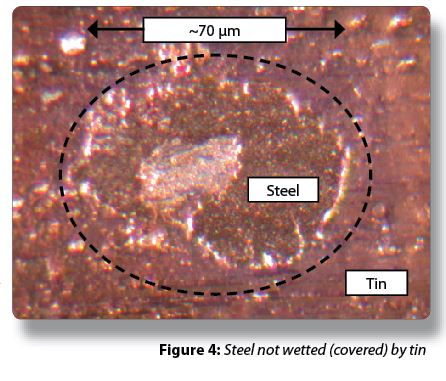
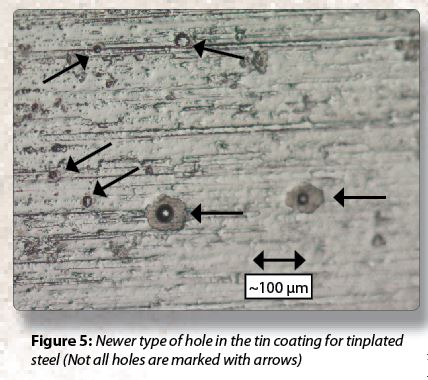
There are two different morphologies for the holes in tin coatings. Figure 4 shows the traditional type of hole morphology and Figure 5 shows a newer type of hole morphology that appeared within the last decade.
Notice when comparing Figure 4 and Figure 5 that the newer holes are more symmetrical than the traditional holes. Most likely, the symmetrical newer holes arise from either a new composition of tinplating bath chemistry, or a new tinplating process.
Holes in tin coatings are potential sites for pitting corrosion. However, the chemical composition of your formula determines if holes in tin coatings will or will not result in pitting corrosion.
 It is unknown at this time if the traditional hole morphology or the newer hole morphology result in different susceptibilities to and/or magnitudes of pitting corrosion. Corrosion testing is the only way to determine if a given formula will cause pitting corrosion at holes in the tin coating.
It is unknown at this time if the traditional hole morphology or the newer hole morphology result in different susceptibilities to and/or magnitudes of pitting corrosion. Corrosion testing is the only way to determine if a given formula will cause pitting corrosion at holes in the tin coating.
Steel aerosol container welds are fusion welds formed with heat and pressure. The heat is produced from an electrical current flowing between the overlapping ends of the tinplated steel sheet used to form the cylindrical container body. In some instances, the combination of pressure and heat is not optimal and a small amount of metal is ejected from under the overlapping ends.
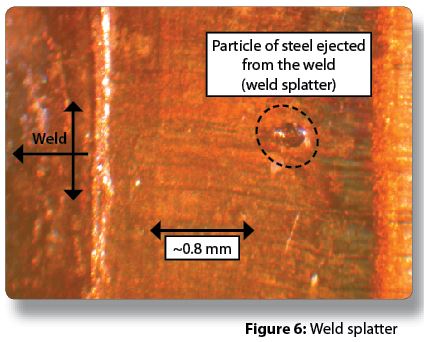 Figure 6 has an example of a small particle of metal ejected from a weld. This phenomenon is referred to as weld splatter.
Figure 6 has an example of a small particle of metal ejected from a weld. This phenomenon is referred to as weld splatter.
Weld splatter is not common. However, pitting corrosion could occur if weld splatter produces a small cavern in the weld. The chemical composition of your formula determines if pitting corrosion will occur in a cavern formed by weld splatter.
The examples in this month’s and last month’s Corrosion Corners are examples of macro material defects. Next month, I will complete this series with discussions of micro material defects and their relationship to spray package corrosion.
We would be happy to teach our corrosion short course at your R&D facility. Please send your suggestion/questions/comments to rustdr@pairodocspro.com or visit www.pairodocspro.com. Back articles of Corrosion Corner are available from Spray. Thanks for your interest and I’ll see you in August.